
-
Products
 Products
Products -
Solution
 Solution
Solution -
Manufacture
 Manufacture
Manufacture -
Service
 Service
Service -
News
 News
News -
About us
 About us
About us -
Contact us
 Contact us
Contact us







- Products
- Solution
- Manufacture
- Service
- News
- About us
- Contact us
Process of Laser Welding Machine in the New Energy Button Cell
- Categories:Product analysis
- Author:Tianhong laser
- Origin:Tianhong laser
- Time of issue:2024-05-27 09:18
- Views:
(Summary description)Due to their small size, button batteries are widely used as a backup power source in various miniature electronic products. At present, the power supply used in popular electronic products, such as TWS (wireless Bluetooth) headphones, smart watches, smart speakers, etc., are all new rechargeable button batteries.

Process of Laser Welding Machine in the New Energy Button Cell
(Summary description)Due to their small size, button batteries are widely used as a backup power source in various miniature electronic products. At present, the power supply used in popular electronic products, such as TWS (wireless Bluetooth) headphones, smart watches, smart speakers, etc., are all new rechargeable button batteries.
- Categories:Product analysis
- Author:Tianhong laser
- Origin:Tianhong laser
- Time of issue:2024-05-27 09:18
- Views:
Due to their small size, button batteries are widely used as a backup power source in various miniature electronic products. At present, the power supply used in popular electronic products, such as TWS (wireless Bluetooth) headphones, smart watches, smart speakers, etc., are all new rechargeable button batteries. Under the demand of consumers for high endurance, high safety and personalization of electronic products, the major battery manufacturers have begun to compete for the production of new rechargeable button batteries with higher energy density, diverse specifications and diverse materials.
With the deep development of the 3C electronics industry, the matching battery assembly and welding precision, welding quality have put forward higher requirements, traditional welding processing technology is difficult to achieve the new button battery high standard welding indicators. In contrast, the laser welding machine technology can meet the button battery processing technology diversity, such as dissimilar materials (stainless steel, aluminum alloy, copper, nickel, etc.) welding, irregular welding trajectory, good welding appearance, solid weld, more detailed weld joints, and more accurately locate the weld area. Laser welding technology not only improves the consistency of product welding, but also reduces the damage caused to the battery during the welding process, which makes it an excellent welding process for new energy button batteries.
Welding between positive and negative electrodes of new energy button cell and stainless steel case
This part of the welding process difficulty factor is high, negative copper foil thickness is 0.05mm, positive aluminum foil thickness is 0.05mm, stainless steel shell thickness is between 0.12 and 0.15mm, if the parameter setting is not reasonable, the fixture is not pressed in place or improperly operated, it is easy to cause false weld, weld through the stainless steel shell appearance surface oxidation and discoloration and other undesirable conditions. Therefore, the welding method chosen here is precision MOPA laser spot welding or helix welding, which produces high-temperature fusion instantly in the part to be welded, realizing non-contact welding, accurate positioning, high production efficiency and good battery. The welding effect is shown in Figure 1 and Figure 2.
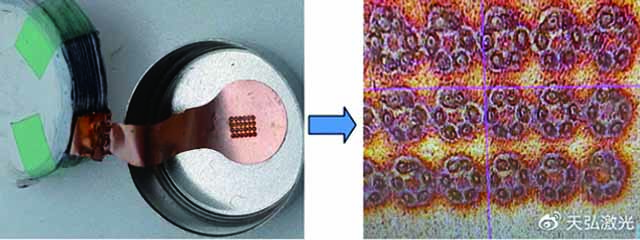
Figure 1: Welding between the negative electrode (copper foil) of a button cell and the stainless steel case of the battery.
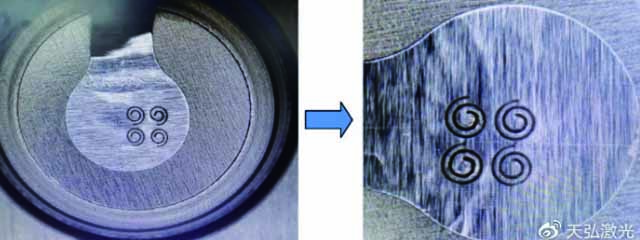
Figure 2: Welding between the positive electrode (aluminum foil) of a button cell and the stainless steel case of the battery.
Figure 1 for the button battery cell negative and stainless steel shell welding finished picture, the negative electrode for the red copper foil. Copper conductivity is very good, but for welding, it is a highly reflective material, the laser absorption is very low, which is less than 10%; coupled with the material is extremely thin, in the case of too large an area of heat, too long a period of time of heat or laser power density is not enough, the copper foil is very easy to deform, resulting in poor welding, which largely increased the difficulty of the welding process.
Because MOPA laser welding equipment has higher energy density, it is easier to reach the material absorption threshold, effectively avoiding the above defects. As shown in Figure 1, the area diameter of a single welding spot is 0.25mm, and the circumference of 0.25mm diameter is taken as the reference, and it is evenly distributed into 6 equal parts. Under the high peak value, high speed, small pulse width and small heating area of the MOPA laser, the copper foil can be welded together with the stainless steel shell firmly and tightly, and it will not cause deformation of the copper foil. After the welding effect is enlarged, as shown on the right in Figure 1, the welding point is even, no false welding, no deformation of copper foil, no discoloration on the back of the battery case, and the welding is solid and reliable.
Figure 2 shows the finished welding of the positive pole of the button cell battery cell with the stainless steel case, and the positive pole is aluminum foil. Aluminum conductivity is better, also belongs to the high reflective material, the absorption rate of the laser is low, which is about 20%. Adopt MOPA laser spiral welding method, welding energy is uniform, weld point shape, depth of fusion, solidity consistency is better, the appearance is smooth and beautiful without deformation. The welding effect is enlarged as shown on the right in Figure 2, the spiral welding trajectory is even, there is no virtual welding of the lines, no deformation of the aluminum foil, no discoloration on the back of the battery shell and other undesirable conditions, the welding is firm and reliable, and meets the customer's requirements.
Seal Welding of New Energy Button Battery Top Cover
The welding process of this part is difficult. Button battery top cover is a thickness of 0.12 ~ 0.15mm stainless steel material. Stainless steel with a thickness of 0.1mm for the connection between the button cell case and the cover after processing.Two thin material for sealing welding, and the requirements of the appearance of flat and smooth, no deformation, for the traditional welding it can not be realized.
The difficulty of this process is that the material is very thin, if the welding process parameters are not set properly, the power is too large and easy to directly penetrate the battery shell, injuring the internal battery cell and the material is very easy to deformation, the heat-affected zone is large; if the power is too small, it cannot form a molten pool to achieve the purpose of welding.
Tianhong laser proposed the QCW laser precision welding machine, successfully overcome the button battery thin material welding problems, so that this process can be successfully completed, and has been formally put into production at the battery manufacturer.

Figure 3: The effect of laser sealing welding between the top cover and the case of a button cell.
Figure 3 shows an enlarged view of the laser seal welding between the top cover and shell of the button cell. Laser welding spot diameter is less than 0.2mm. Laser machine adopts modular structure design, laser output stability, optical - electrical conversion efficiency of up to 30%, support for arbitrary waveform settings, so that each material has a suitable waveform parameters. Welding sealing pressure test meets the requirements, firm and reliable, the appearance is flat and smooth, no deformation and can meet customer requirements.
New energy button cell pin welding
This process requires special attention, the pins are generally nickel or nickel-plated materials, and the finished battery in a stacked way through welding to achieve. In the implementation of this welding process, the battery has been packaged, and the battery is filled with electrolyte, if not operated properly, it is easy to lead to the internal diaphragm welded resulting in short-circuit; or battery shell welded through, resulting in electrolyte outflow and other undesirable phenomena. This welding process is more complex, Tianhong laser proposed laser precision welding machine, QCW laser precision welding machine, both can meet the welding requirements, precision welding machine welding results as shown in Figure 4, where the right figure for the spiral welding point localized enlargement as shown.
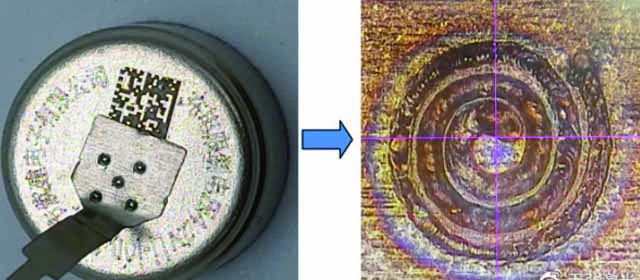
Figure 4: Button cell pin welding realized by precision welding machine
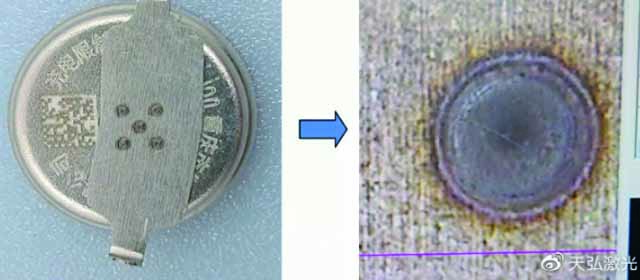
Figure 5 shows the welding effect using the QCW precision welding machine, and the right figure shows a partial enlargement of a single weld joint.
Figure 5: Button cell pin welding realized by QCW precision welding machine
Adopt these two types of equipment to weld pins, welding joints is uniform and stable, beautiful appearance, tensile strength and firm, all to meet customer needs. These two types of equipment in the welding of new energy button battery, the main advantages are as follows:
- No current through the battery to avoid battery internal breakdown; ·
- Non-contact welding, avoiding deformation of processed objects due to pressurization;
- Precision laser beam instant heating, avoiding thermal damage to the battery;
- Welding energy, time uniformity, welding point shape and size, fusion depth firmly consistent, smooth and beautiful appearance, small heat-affected zone;
- The equipment is small, portable, can realize automation with assembly line operation.
The rapid development of electronic products, there will be a large number of new button battery demand. Laser precision welding machine and QCW precision laser welding machine, for the new energy button battery production welding needs, ready.

Contact us
Company address
No. 66, Tonghe Road, Weiting Town, Suzhou Industrial Park

Website


Douyin